家_拋丸清理機_吊鉤,通過(guò)式拋丸機-青島青工機械有限公司")
噴丸強化技術(shù)的應用能有效地改善和提高汽車(chē)零部件的疲勞壽命和耐腐蝕性能。目前,世界上許多汽車(chē)制造商和零部件制造商都有同樣的噴丸載荷標準生產(chǎn)工藝,強化設備等制造設備已逐步形成了完整的現代化生產(chǎn)線(xiàn)。
隨著(zhù)拋丸機技術(shù)的不斷發(fā)展,逐漸汽車(chē)制造用于提高汽車(chē)的關(guān)鍵零部件的疲勞壽命領(lǐng)域日益成為人們關(guān)注的焦點(diǎn),并在汽車(chē)設計的早期階段進(jìn)行了充分考慮和重視。目前,大多數發(fā)動(dòng)機零件都采用了噴霧/噴丸技術(shù)和工藝,包括:曲軸(除銹和強化)、連桿(加強筋)、傳動(dòng)齒輪和軸類(lèi)零件、齒輪環(huán)、活塞、太陽(yáng)齒輪、行星齒輪和彈簧彈簧等。
大量汽車(chē)零件,無(wú)論是鑄造、鍛造、壓鑄、機加工零件,還是焊接零件都需要采用不同類(lèi)型的射流/拋光設備進(jìn)行表面處理,如去除氧化皮、毛刺、清潔砂等雜質(zhì)對表面進(jìn)行清洗。
有確鑿的數據表明:通過(guò)噴涂/噴丸處理,葉片彈簧的疲勞壽命可延長(cháng)約600%,齒輪疲勞壽命可延長(cháng)至1500%,曲軸的疲勞壽命至少延長(cháng)900%。本實(shí)用新型能有效提高構件的耐疲勞性和耐腐蝕性,大大提高構件的使用壽命和安全性。拋丸機依靠噴霧/爆破技術(shù),使設計更緊湊的部分,由于一些過(guò)程規范不合格,必須使用昂貴的材料的部分現在可以以低價(jià)材料取代,甚至通過(guò)績(jì)效標準/噴霧可以達到同樣甚至更好的機會(huì )。
曲軸制造過(guò)程中的拋丸清理技術(shù)
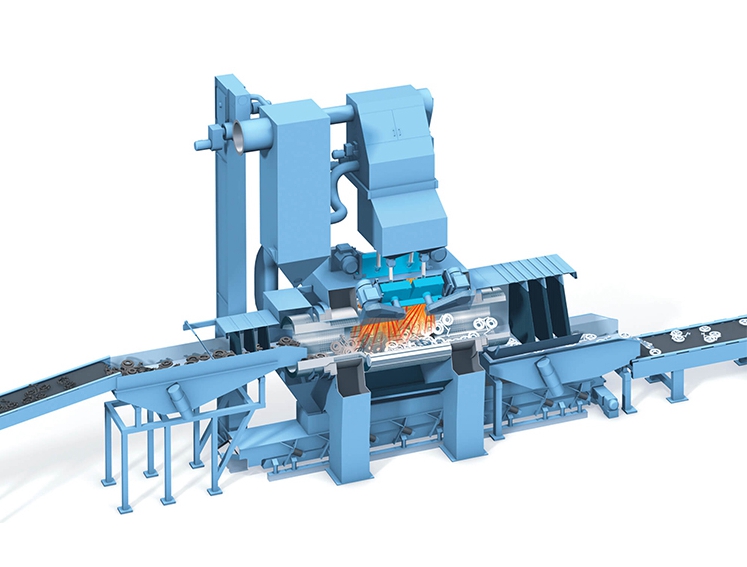
曲軸作為制造工藝的一部分,經(jīng)過(guò)熱處理后,需要采用拋丸清理技術(shù)來(lái)去除熱皮表面。曲軸置于旋轉輥上,曲軸表面充分暴露在滾動(dòng)時(shí)由多個(gè)拋頭拋射的拋射體上。多角度彈丸沖擊徹底消除曲軸的外表面。
曲軸的大小決定拋丸機的型號。更大的發(fā)動(dòng)機,曲軸尺寸可達φ762mm和6096mm長(cháng),和曲軸放置在一套安裝在小車(chē)滾輪。客戶(hù)根據車(chē)間實(shí)際情況選擇固定的拋頭。它不僅能將小車(chē)移動(dòng)到拋頭下方,而且還能固定小車(chē),移動(dòng)頂拋頭。無(wú)論哪種方式,滾筒之間的曲軸都在不斷旋轉,以確保所有表面都充分暴露在噴丸處理中。
對于較小的曲軸,如Φ152~203mm,長(cháng)914mm,通常用吊鉤式拋丸機,拋丸清理機。曲軸掛在掛鉤上,然后通過(guò)接觸網(wǎng)的轉動(dòng)送入多個(gè)拋頭的拋丸室,進(jìn)行拋丸清理。在拋丸室內旋轉吊鉤360度,在高速彈丸流下清理曲軸表面。清洗速度可達250/h,清洗效果良好。

版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產(chǎn)廠(chǎng)家,公司主要產(chǎn)品有:履帶式拋丸機、路面拋丸機、吊鉤式拋丸機、通過(guò)式拋丸機、噴砂房等設備。