家_拋丸清理機_吊鉤,通過(guò)式拋丸機-青島青工機械有限公司")
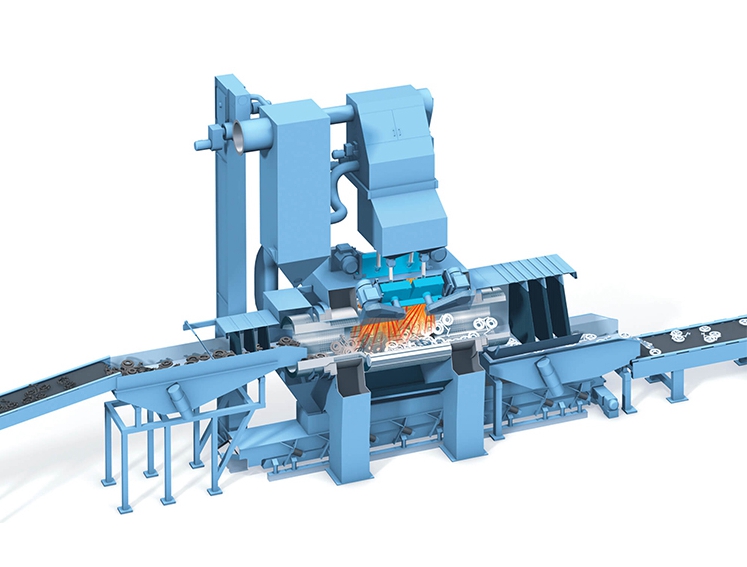
機械手式拋丸機由兩大部分組成:一個(gè)是工件進(jìn)出料系統;另一個(gè)是拋丸室系統。這兩個(gè)獨立系統能確保拋丸機在拋丸的同時(shí)進(jìn)行其他批工件的裝卸,從而達到連續、高速的生產(chǎn)。
工件被放置在一個(gè)進(jìn)料輸送輥道上送入拋丸機的拋丸室,帶正向停止定位的液壓式定位退桿和氣動(dòng)式定心擺正裝置, 確保每個(gè)工件的正確裝卡和置位,鑄件被升起送上機械手的卡爪,該液壓控制的卡爪夾持住零件。在.LD程序控制下一邊旋轉, 一邊對其完成拋丸清理工作。 拋丸結束后,鑄件被另一側的料爪接住,送到出料輥道移出拋丸室。
專(zhuān)利的拋頭是拋丸機的核心,渦輪的數量、功率和位置都是特別設計,且經(jīng)技術(shù)中心模擬試驗驗證。對于機械手式拋丸機,.LD系統控制單元監控整個(gè)生產(chǎn)過(guò)程的諸多環(huán)節,以確保滿(mǎn)足特定的生產(chǎn)要求和工藝規格。 閉路式控制能同步反饋監控數據, 保證拋丸機的每個(gè)動(dòng)作都準確無(wú)誤,順暢的進(jìn)行,并能達到高重復性生產(chǎn)。

版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產(chǎn)廠(chǎng)家,公司主要產(chǎn)品有:履帶式拋丸機、路面拋丸機、吊鉤式拋丸機、通過(guò)式拋丸機、噴砂房等設備。