用于鋼管內壁清理機的步進(jìn)式上下料機構

2018-04-12

4404
摘要:鋼管內壁噴丸清理機設備的上下料方式對清理效率、設備成本等有較大影響。改進(jìn)設計了一種 步進(jìn)式上下料機構,上下料時(shí)托板上下移動(dòng),托板形狀有特殊要求,鋼管在階梯斜面移位,逐件‘鏈續”上 下料,可同時(shí)在線(xiàn)處理4~6根鋼管,并且可與外壁清理、噴涂等后續工序并線(xiàn)連接使用。使用該上下料 機構。設備具有自動(dòng)化程度高、占地面積小,造價(jià)低等優(yōu)點(diǎn)。
關(guān)鍵詞:鋼管:內壁;清理;步進(jìn)式;上下料
為了去除鋼管內壁表面氧化皮,提高耐腐蝕性和疲勞強度,通常采用噴丸工藝來(lái)處理鋼管內壁 表面,即將噴槍插入到鋼管內孔中,利用壓縮空氣作為動(dòng)力,將彈丸加速產(chǎn)生一定的動(dòng)能,噴打鋼 管內壁。鋼管本身自轉,噴槍沿鋼管軸線(xiàn)方向往復移動(dòng),實(shí)現對鋼管內壁全方位噴丸清理。在鋼管 噴丸清理中,鋼管上下料方式對清理效率、設備成本、環(huán)境保護等影響較大。目前,單管、雙管內 壁噴砂設備通常采用人工上下料,即工人用運管小車(chē)將鋼管推至噴砂設備旁邊,用起吊裝置將鋼管 放置到轉動(dòng)機構上,使管子轉動(dòng),由噴槍噴砂清理,噴砂清理完成后,再由單臂吊卸料機構卸料。 這種方法勞動(dòng)強度大、效率低、設備密封困難污染環(huán)境。對于清理三管及以上的多管清理設備,則 多采用平移小車(chē)來(lái)自動(dòng)上下料,平移小車(chē)需要專(zhuān)用軌道,每次上下料需將所有工件移出噴射區,設 備占地面積大、造價(jià)高,無(wú)法實(shí)現連續處理,很難與后續鋼管外壁清理、噴涂等工序并線(xiàn)連接使用。 步進(jìn)式上下料機構已經(jīng)很成熟,廣泛應用于軋鋼加熱爐,使用專(zhuān)用的步進(jìn)機構,在爐內做矩形運動(dòng) 來(lái)移送圓鋼,圓鋼之間可以留出空隙,出爐圓鋼由托出裝置送出,具有結構簡(jiǎn)單、動(dòng)作可靠等優(yōu)點(diǎn)。 鋼管內壁清理機處理工件是鋼管,工件形狀與軋鋼加熱爐的圓鋼相同,因此該步進(jìn)式上下料機構可 以借用到鋼管內壁清理設備上。
1步進(jìn)式上下料機構原理
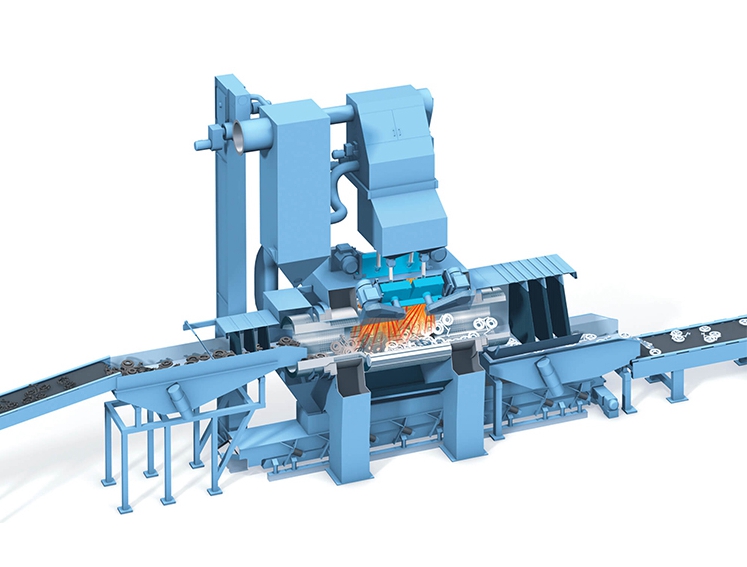
圖1為步進(jìn)式上下料機構工作流程。圖1(a)為工作狀態(tài),此時(shí)鋼管2~7放置在多個(gè)轉動(dòng)托 輥之上,輸入動(dòng)力使各托輥轉動(dòng)并帶動(dòng)鋼管2~7自轉;為了便于換位時(shí)鋼管滾動(dòng)和保持位置不混亂j 還設有帶有“V’’形缺口的保持架,作為輔助定位元件分隔工件;上下料托板作用是“平移”工件,該零 件可沿其導軌上下移動(dòng),由液壓缸推動(dòng),共有上下2個(gè)工位,處于上工位時(shí)應能抬起所有工件,要 求上下料托板的上斜面高于保持架上對應斜面,上工位位置由死檔鐵控制;處于下工位時(shí),工件在 噴丸位置,此時(shí)將噴槍插入鋼管2~7內部,即可進(jìn)行噴砂清理。鋼管1是等待上料的工件, 管7為第一個(gè)待下料鋼管。需要上下料時(shí)(圖lb)停止噴砂,將噴槍從各鋼管中抽出,自動(dòng)提升系統將上下料托板抬起至上工位,鋼管1~7隨上下料托板一同抬起,鋼管1~6沿上下料托板的斜面 自動(dòng)向前滾動(dòng),到達斜面底部阻擋面時(shí)停止,鋼管7可移至下料平臺上,等待下料輸出裝置動(dòng)作。 當上下料托板再移至下工位(圖lc),鋼管1~6沿保持架相應斜面滾動(dòng)至工作位置,此時(shí)鋼管位置 與圖(a)中完全一致,只是向前移動(dòng)一個(gè)工位,由于鋼管位置準確,噴槍只需沿鋼管軸線(xiàn)方向移動(dòng) 一個(gè)自由度,簡(jiǎn)化設備結構。此時(shí)鋼管l被送到工作區,而鋼管7從工作區離開(kāi)。重復以上工序可 完成所有工件順序更換,實(shí)際上是將上下料托板的垂直運動(dòng)轉變?yōu)楣ぜ?ldquo;平移”。 需要強調的是上下料托板形狀有特殊要求,各斜面斜度要與提升速度相協(xié)調,如果斜度太大或 提升速度過(guò)高,鋼管沿斜面滾動(dòng)加速度過(guò)大,會(huì )造成鋼管脫離正確位置或者產(chǎn)生較大沖擊。鋼管較 長(cháng)需有多個(gè)上下料托板,且其運動(dòng)必須同步,可采用機械聯(lián)動(dòng)裝置,保持其瞬時(shí)速度位移完全一樣

圖1步進(jìn)式上下料機構工作流程
2結論
將應用于軋鋼加熱爐的步進(jìn)式上下料機構改進(jìn)設計,可用于鋼管內壁噴砂設備的上下料。該上 下料方式使鋼管逐件“連續”位移,可同時(shí)在線(xiàn)處理4~6根鋼管,有效改善工人操作環(huán)境,減輕工人 勞動(dòng)強度。該機構可以與后續鋼管外壁拋丸清理、表面噴涂等工序并線(xiàn)使用,提高噴丸設備的自動(dòng) 化程度。具有占地面積小,設備造價(jià)低等優(yōu)點(diǎn)。
家_拋丸清理機_吊鉤,通過(guò)式拋丸機-青島青工機械有限公司")

 魯公網(wǎng)安備 37021102001299號
魯公網(wǎng)安備 37021102001299號